Toyota strongly believes that the capacity to learn is the main source of competitive advantage and that continuous improvement is about learning. Toyota has two major cultural biases with regard to learning:
- Learning is tacit. This is the most important one. By definition, you can only transfer tacit knowledge when there are dense ties under the guidance of a skilled mentor. At Toyota, every leader is a teacher – personally training anc coaching junior people in the Toyota Way.
- Learn by doing which means trying. You cannot learn by theoretically determining the best way and then executing only the best way. There are many possible solutions, and you can only learn by trying them, enjoying your success, and reflecting on your failures. If you are always trying to figure out the best theoretical solution, you will be in a constant state of waiting, missing many opportunities to learn.
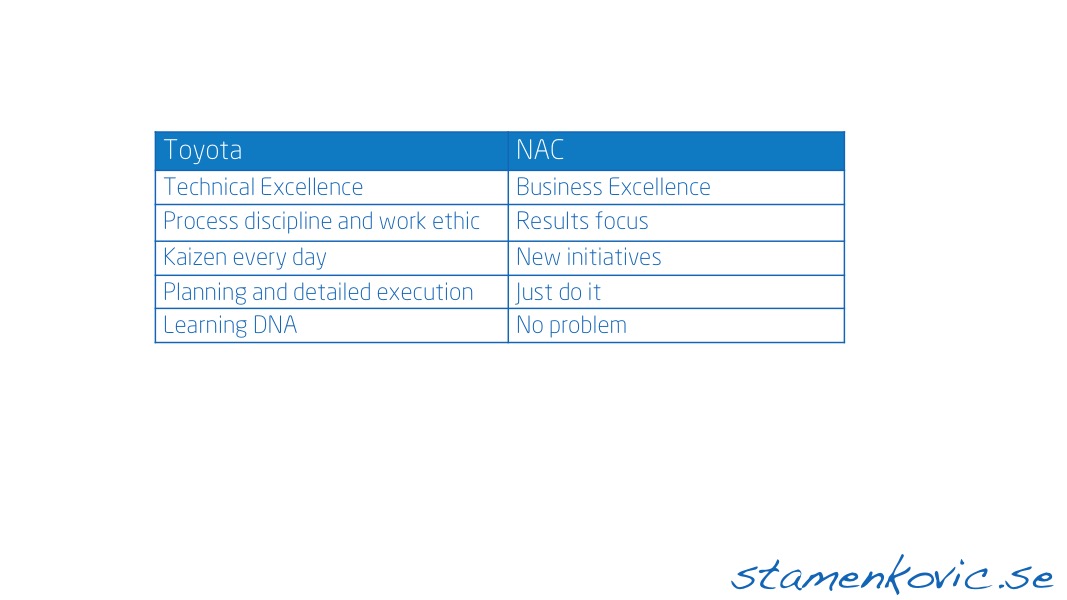
Toyota leaders often refer to this learning-by-doing way of thinking as part of the Toyota DNA. Leaders are guides, encouraging and watching for the right opportunities to impart significant lessons.