“We develop people and new products simultaneously using the Toyta way.”
Uchi Okamota, former Vice President, N.A. Body and Structures Engineering
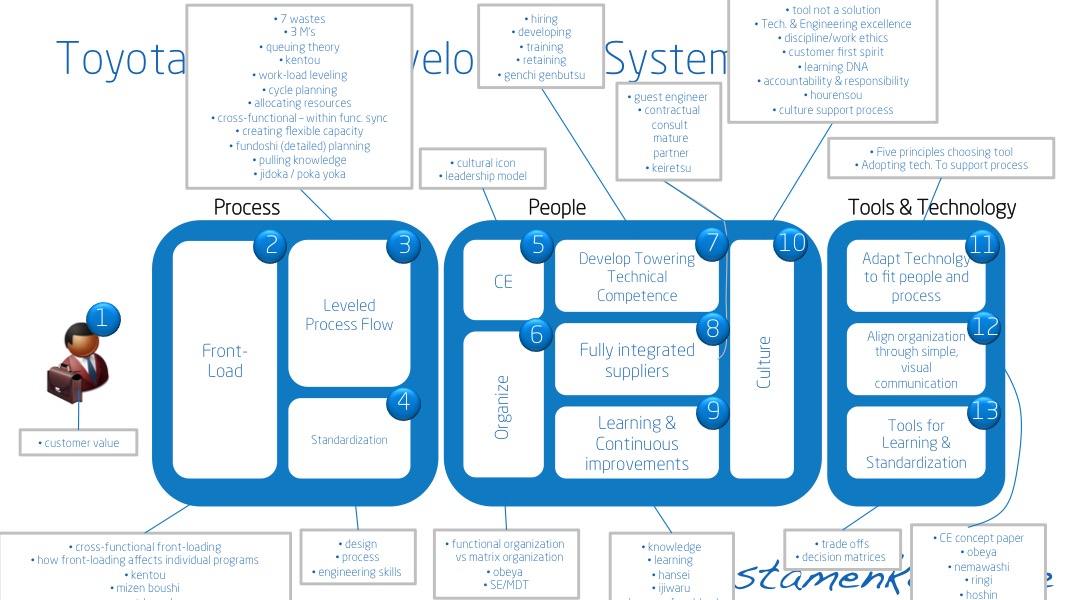
To excel at the talent-driven business of product development, a company must have highly-skilled, capable, motivated people. Achieving a lean PD process with a precise and synchronized execution of a leveled flow means that everyone working on a PD program must do his or her job correctly and on time. To prevent disruption and ensure success a company must be willing to take major investments in the process of selecting and developing technical competence in all of its engineers. In a lean system, people learn best from a combination of direct experience and mentoring.